Choosing the Right Metal Deburring Tools – Manual vs. Vibration vs. Spinner | A Complete Guide
The combination of TTG and Eppinger offers our customers a convenient single source for the highest quality tooling solutions for CNC mills, lathes, and routers.



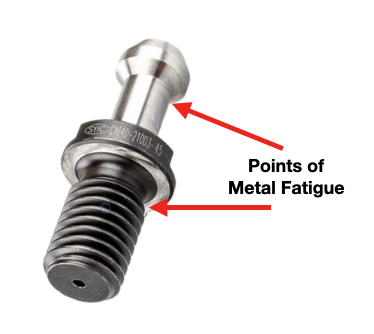 Pull studs encounter catastrophic failure as a result of
Pull studs encounter catastrophic failure as a result of