

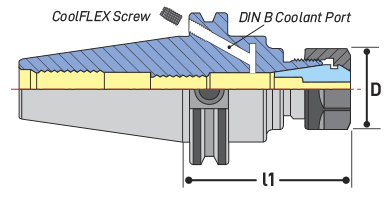
CAT40 ER Chucks – CoolFLEX

-
Balanced to 25,000 RPM at G2.5
-
Maximum 0.0001" T.I.R. measured from taper to collet pocket
-
PowerCOAT Nut increases holding power by 75%
Click on the Part Number below to see the product in our online store
| Part Number | Description | l1 | D | Max. Shank | Stop Screw | Wrench | Nut | 2D | 3D |
|---|---|---|---|---|---|---|---|---|---|
22225F | CAT40 x ER16 - 2.76", hex nut | 2.76" | 1.08" | .406" | 16083 | 4609 | 41116 |
22225F.dwg
|
22225F.step
|
22227F | CAT40 x ER16 - 4", hex nut | 4" | 1.08" | .406" | 16083 | 4609 | 41116 |
22227F.dwg
|
22227F.step
|
22231F | CAT40 x ER16 - 6", hex nut | 6" | 1.08" | .406" | 16083 | 4609 | 41116 |
22231F.dwg
|
22231F.step
|
22233F | CAT40 x ER16 - 8", hex nut | 8" | 1.08" | .406" | 16083 | 4609 | 41116 |
22233F.dwg
|
22233F.step
|
22235F | CAT40 x ER20 - 2.76", hex nut | 2.76" | 1.34" | .512" | 16087 | 4610 | 41120 |
22235F.dwg
|
22235F.step
|
22237F | CAT40 x ER20 - 4", hex nut | 4" | 1.34" | .512" | 16087 | 4610 | 41120 |
22237F.dwg
|
22237F.step
|
22239F | CAT40 x ER20 - 6", hex nut | 6" | 1.34" | .512" | 16087 | 4610 | 41120 |
22239F.dwg
|
22239F.step
|
22243F | CAT40 x ER25 - 2.76", slotted nut | 2.76" | 1.65" | .630" | 16089 | 4615 | 41925 |
22243F.dwg
|
22243F.step
|
22245F | CAT40 x ER25 - 4", slotted nut | 4" | 1.65" | .630" | 16089 | 4615 | 41925 |
22245F.dwg
|
22245F.step
|
22247F | CAT40 x ER25 - 6", slotted nut | 6" | 1.65" | .630" | 16089 | 4615 | 41925 |
22247F.dwg
|
22247F.step
|
22251F | CAT40 x ER25 - 8", slotted nut | 8" | 1.65" | .630" | 16089 | 4615 | 41925 |
22251F.dwg
|
22251F.step
|
22253F | CAT40 x ER32 - 2.76", slotted nut | 2.76" | 1.97" | .788" | 16089 | 4616 | 41932 |
22253F.dwg
|
22253F.step
|
22255F | CAT40 x ER32 - 4", slotted nut | 4" | 1.97" | .788" | 16089 | 4616 | 41932 |
22255F.dwg
|
22255F.step
|
22257F | CAT40 x ER32 - 6", slotted nut | 6" | 1.97" | .788" | 16089 | 4616 | 41932 |
22257F.dwg
|
22257F.step
|
22259F | CAT40 x ER32 - 8", slotted nut | 8" | 1.97" | .788" | 16089 | 4616 | 41932 |
22259F.dwg
|
22259F.step
|
22261F | CAT40 x ER40 - 3.15", slotted nut | 3.15" | 2.48" | 1.023" | 16091 | 4617 | 41940 |
22261F.dwg
|
22261F.step
|
22263F | CAT40 x ER40 - 4", slotted nut | 4" | 2.48" | 1.023" | 16091 | 4617 | 41940 |
22263F.dwg
|
22263F.step
|
SKU
22225F 22227F 22231F 22233F 22235F 22237F 22239F 22243F 22245F 22247F 22251F 22253F 22255F 22257F 22259F 22261F 22263F
Categories CAT Collet Chucks, CNC Tooling, Collet Chucks, Tool Holding
Tags CAT50 ER Collet Chucks, CNC Machine Tool Holders, CNC Milling Chucks, CNC milling. CNC drilling, CNC Tool Holding